
Nejjasnějším znakem ucpaé trysky je pochopitelně fakt, že filament z trysky nevytéká, mezi další symptomy patří klikající zvuk vycházející z extruderu. Dále existuje také částečné ucpání, které se projeví až při tisku. Pro zdárné vyřešení této závady je také důlžité rozlišit ucpanou trysku a ucpaný heatbreak.
Řešení problému:
1) Částečné ucpání
Při ucpání přeskakují kolečka podavače a řešením může být zvýšení teploty trysky na cca 260 °C nebo použití čistícího filamentu, na kterém by byly případné nečistoty viditelné. Pokud se jednalo o menší ucpání například kvůli tomu, že minule použitý materiál měl jiné pracovní teploty, měl by tento krok pomoci znovu zprůchodnit soustavu heatbreaku a trysky.
Pokud byl heatbreak či tryska zanesena hodně, je dobré postup zopakovat, dokud nejsou všechny nečistoty pryč. Je také důležité, aby byl na struně byl viditelný otisk trysky. V takovém případě si totiž můžete být jisti, že byla tryska filamentem zcela naplněna a došlo ke správnému vyčištění. Nejčastěji dochází k ucpání v části heatbreaku a je tedy vhodné uvolnit ozubená kola podavače a malým imbusovým klíčem (cca 1,5 mm) ručně zkusit heatbreak zprůchodnit. Trysku máme v této fázi pořád zahřátou. Pokud se uvolnění podaří, tryskou začne opět vytékat filament. Výhodou této metody je, že si ověříme vzdálenost, kam až imbusovým klíčem dostaneme. V případě, že je hadička poškozená, je třeba její výměna.
2) Složitější ucpání
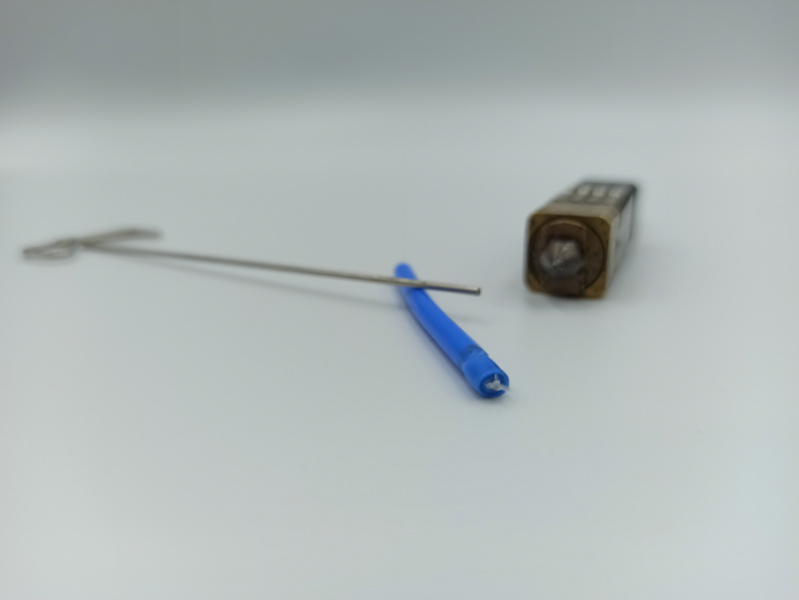
Pokud je heatbreak zprůchodněn, ale filament stále nevytéká, je problémem tryska. Tu je tedy třeba odšroubovat a vyčistit. Lze to udělat mechanicky například pomocí jehly či kleští a pinzety. Pokud ani to nepomůže, muselo by přijít na řadu složitější čištění plamenem či použití chemikálií (například aceton či lemonesol). Nicméně pozor, některé chemikálie však nepůsobí na určité filamenty.
A NĚCO NAVÍC? Tip pro ty, kteří často využívají PLA například pro výrobu sošek či figurek
Když se ohlédneme do historie 3D tiskáren, zjistíme, že dříve nebylo řešení heatbreaku celokovové. Místo toho se PTFE hadička vedla přímo k trysce. To však znamenalo, že maximální teplota byla 240 °C, protože nad touto teplotou PTFE degradovalo a začalo uvolňovat toxické výpary. I proto bylo nutno dbát na to, kde je tiskárna umístěna a nechávat ji pouze v prostorách k tomu určených, například dílna či sklad. Je však pravdou, že i toto starší řešení je stále vhodné pro tisk PLA a to takřka bez zasekávání. Pokud tedy někdo často využívá PLA, tiskne ve větším počtu sošky nebo figurky, kde jsou velké retrakce, může zkusit předělat heatbreak na toto starší řešení.